 作者投稿
作者投稿 专家审稿
专家审稿 编辑办公
编辑办公

Development of the New Generation National Primary Standard for Gear Helix Calibration
-
摘要: 围绕建立国家齿轮螺旋线基准这一核心目标,立足自主研发,成功研制了我国首台复合式齿轮螺旋线基准装置,装置将复杂的空间三维曲线测量转化为激光干涉测长和回转角度自校准的同步测量,独创性实现了长度和角度的最短溯源链条。经国际比对验证,装置校准及测量能力达到国际先进水平。基准装置的研发成果已在国内各校准机构、大学、齿轮制造企业得到广泛的应用,对保障我国齿轮产业发展提供了强有力的技术支撑。Abstract: Focusing on the goal of establishing a national primary standard for gear helix calibration, the first hybrid gear helix measurement standard has been developed successfully by independent research, which transforms the complex spatial three-dimensional curve measurement into the simultaneous measurement of laser interferometric length measurement and self-calibration rotary angle, originally realizes the shortest traceability chain for the fundamental quantities of length and angle. The calibration and measurement capability of the gear helix measurement primary standard has reached the international advanced level by verification of international comparison results. The helix values obtained from the standard have been widely used in domestic calibration institutions, universities, and gear manufacturing companies, providing strong technical support for the development of the gear industry.
-
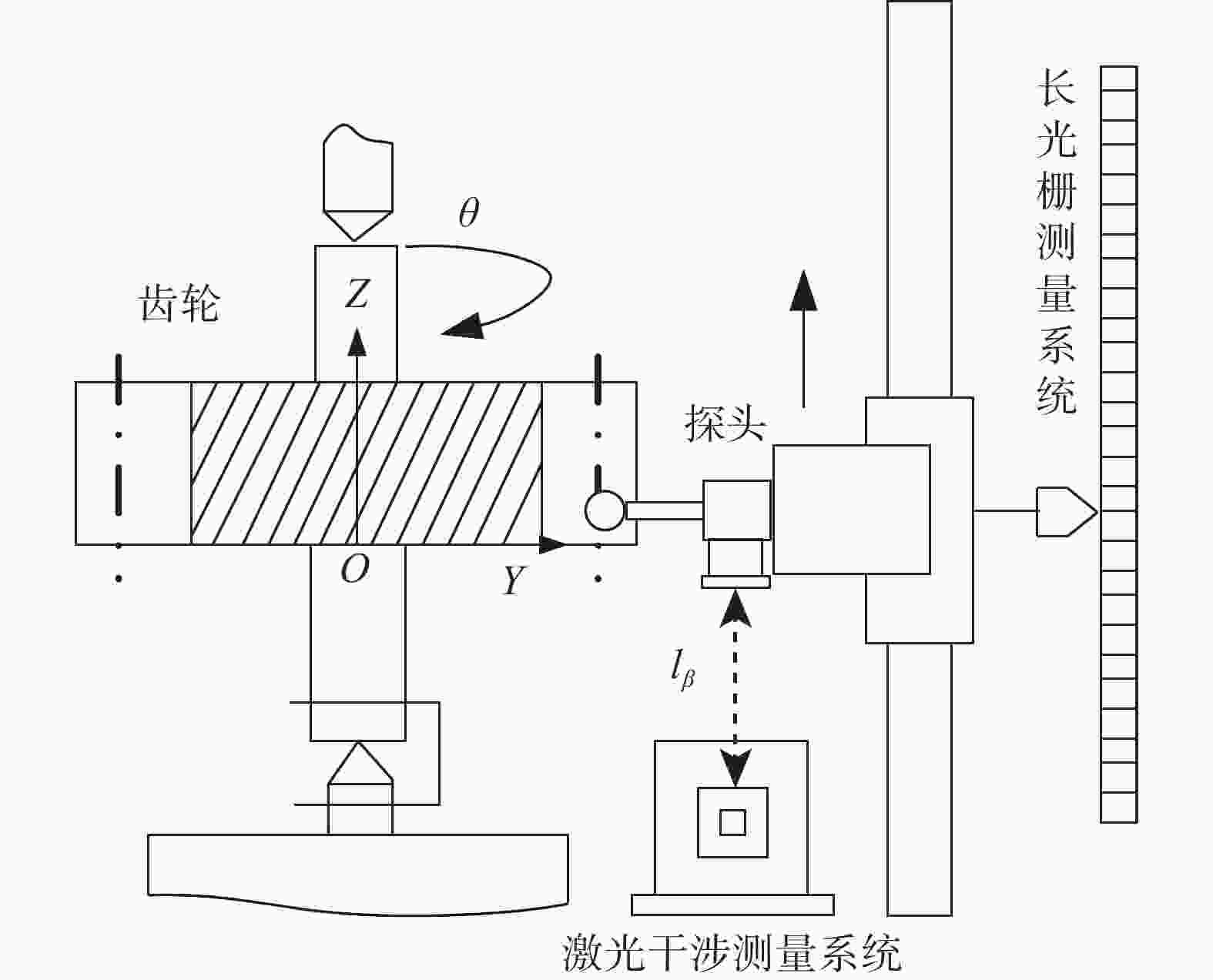
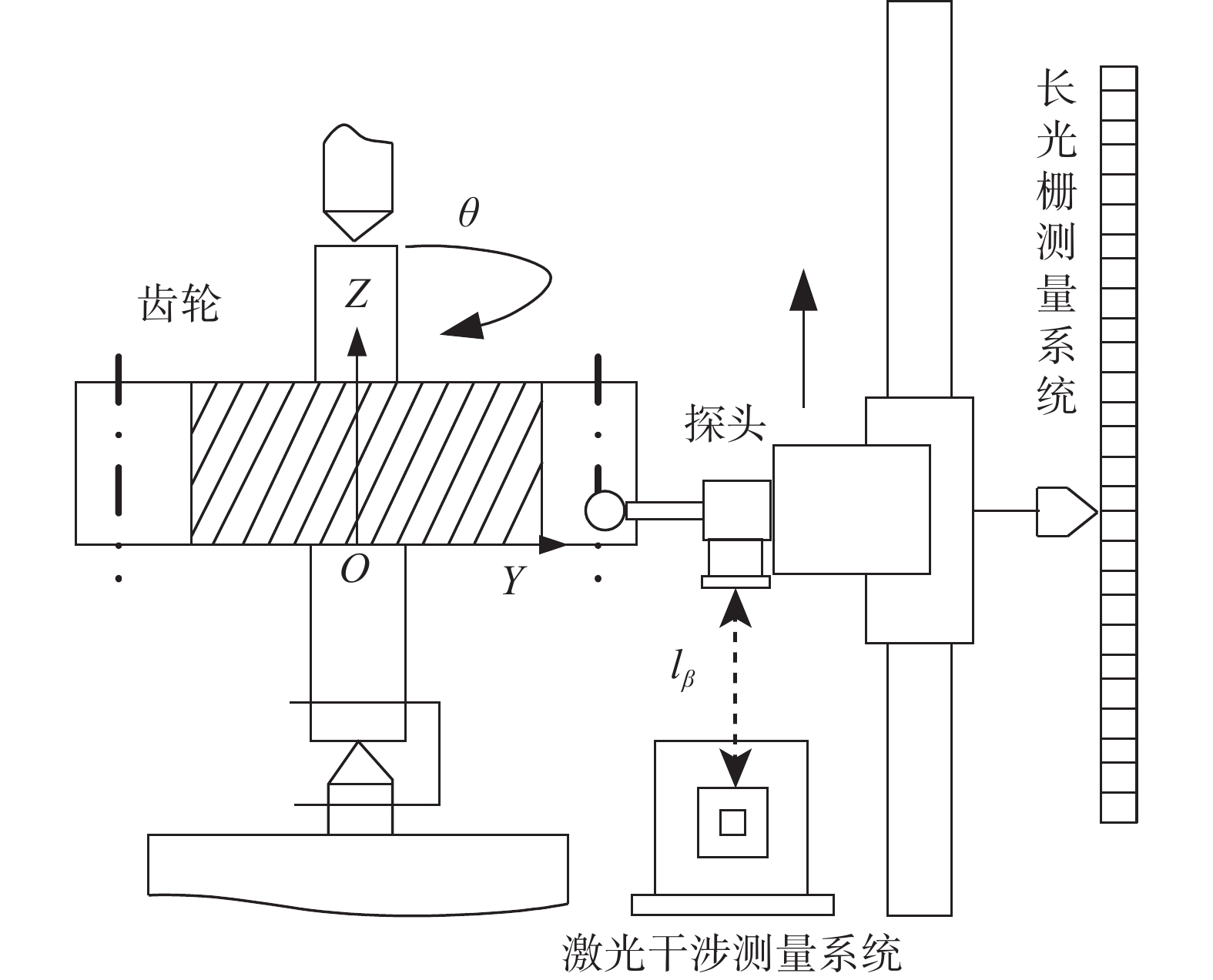
图 2 齿轮螺旋线展成及测量分离技术方案原理
Figure 2. Principle of technical scheme of gear helix generation and measurement separation
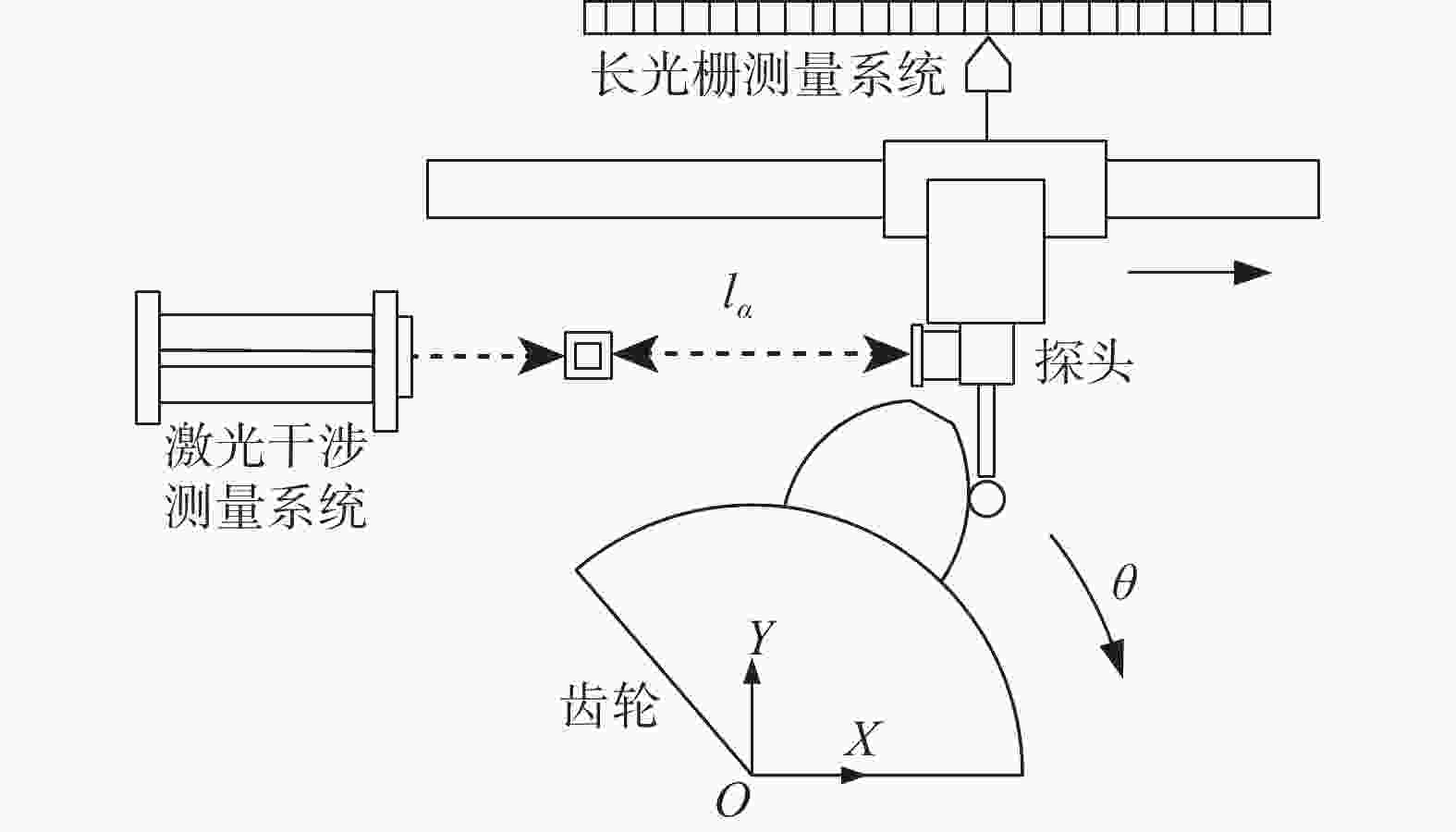
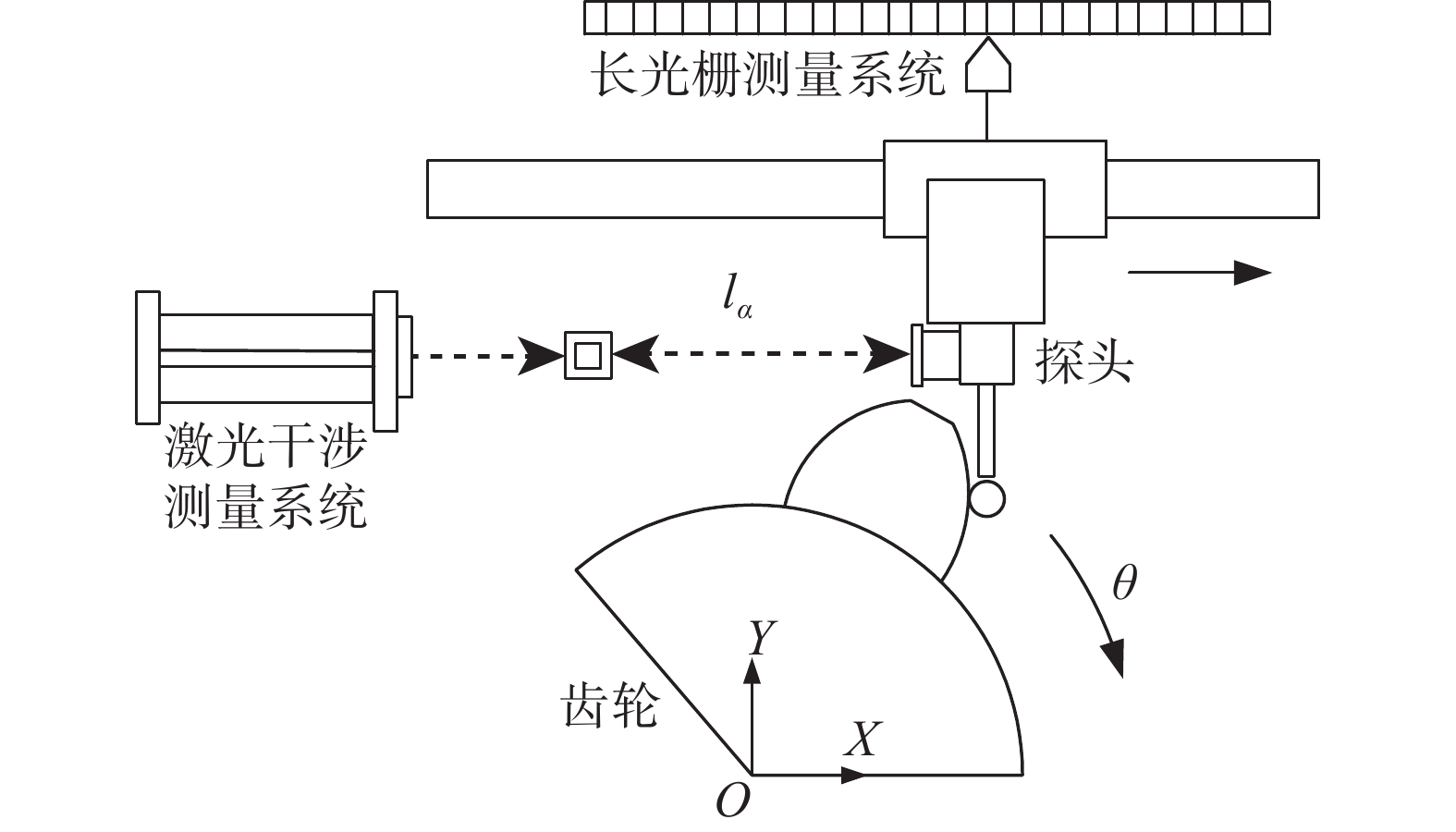
图 3 齿轮渐开线展成及测量分离技术方案原理
Figure 3. Principle of technical scheme of gear involute generation and measurement separation
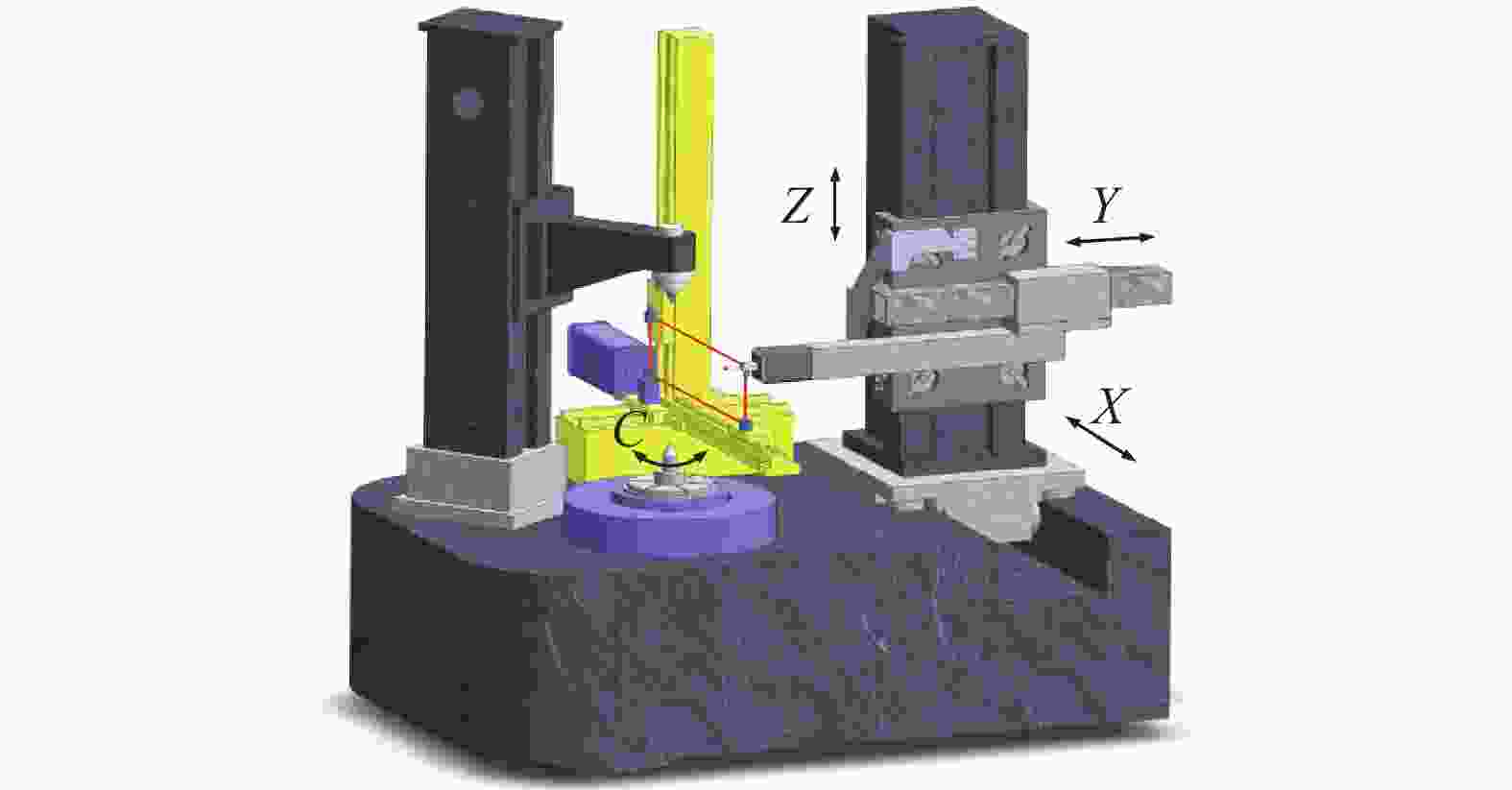
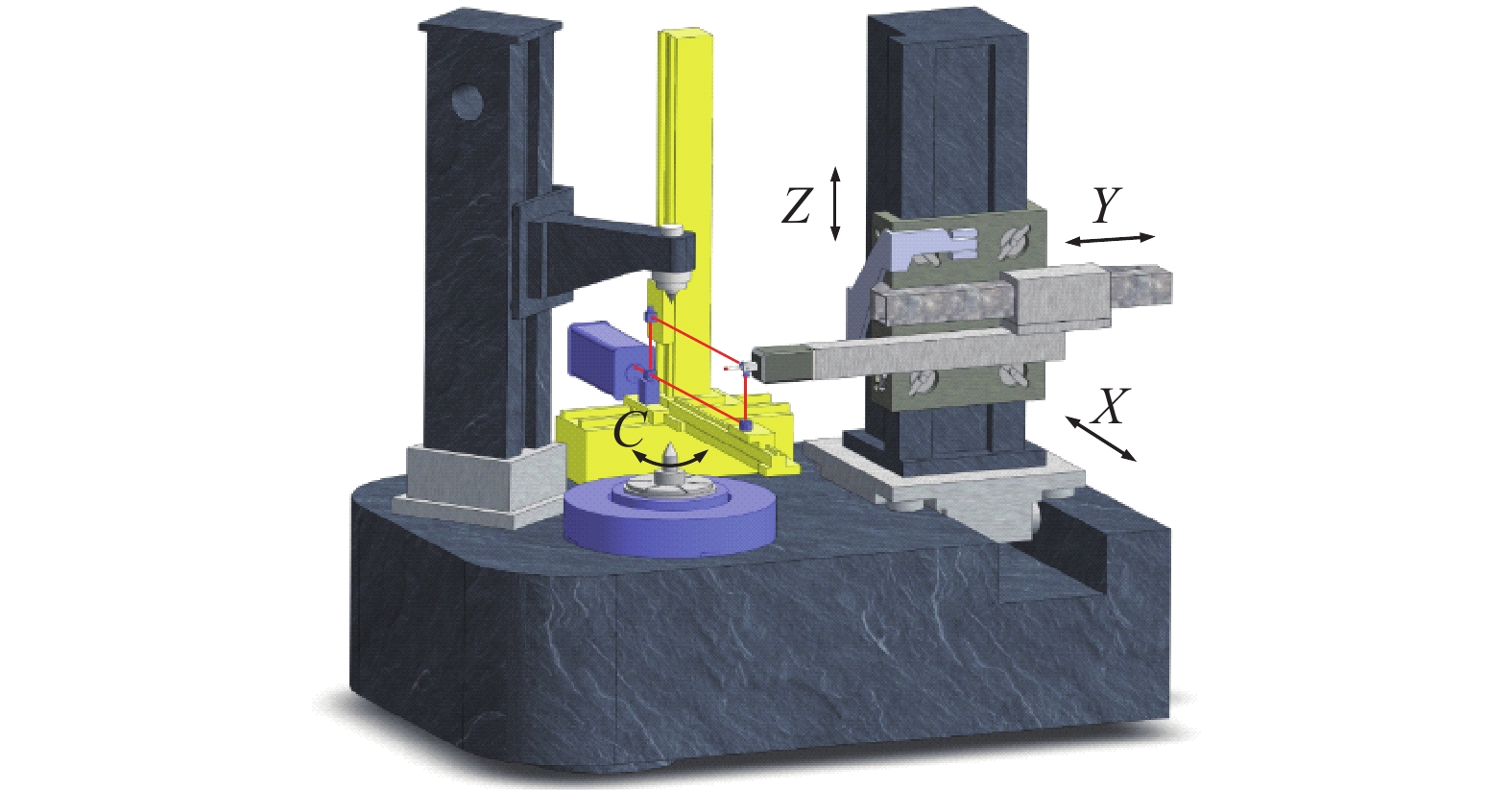
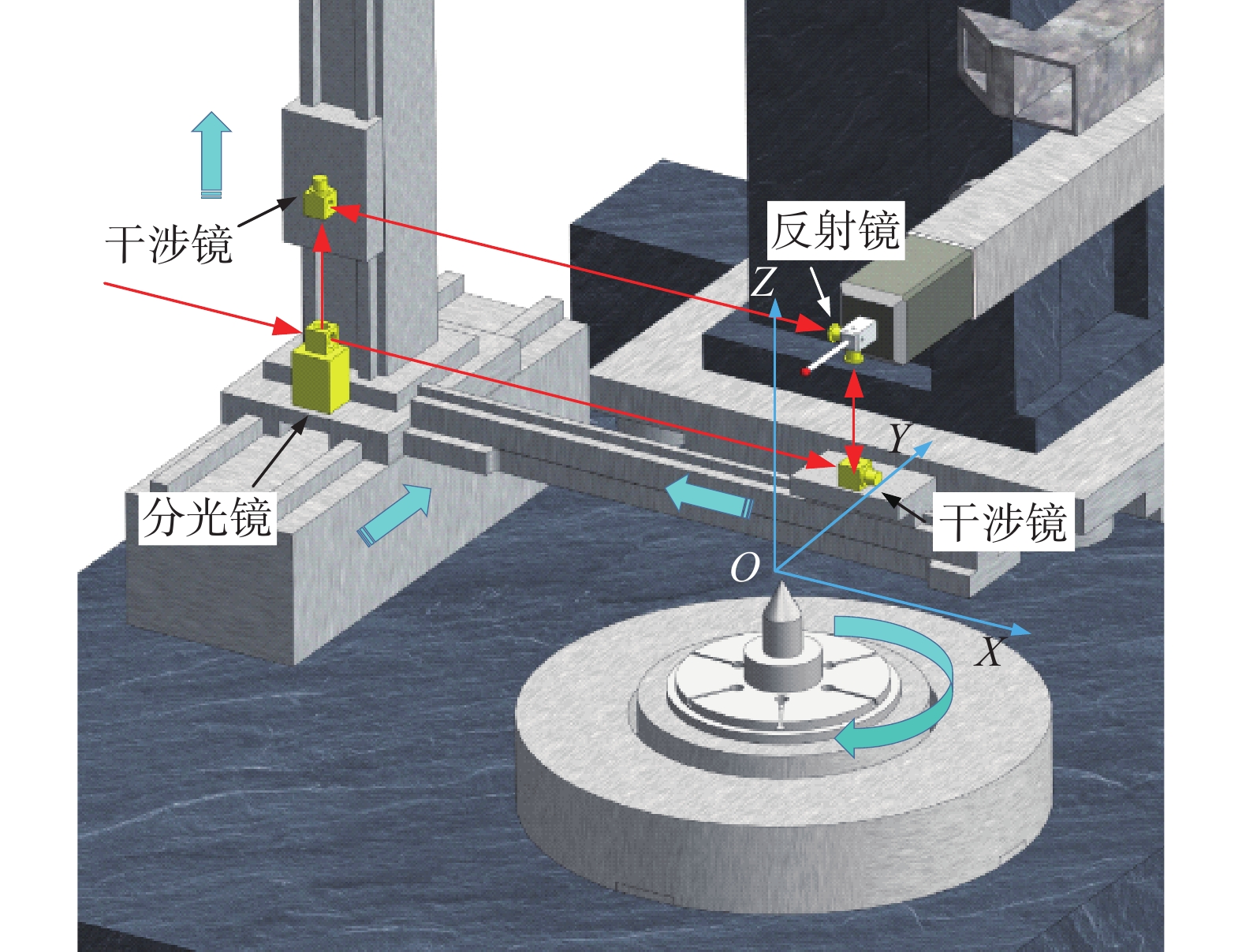
图 4 齿轮特征线空间轨迹展成系统及激光跟随测量系统
Figure 4. Spatial trajectory generating system of gear characteristic line and laser tracking measurement system

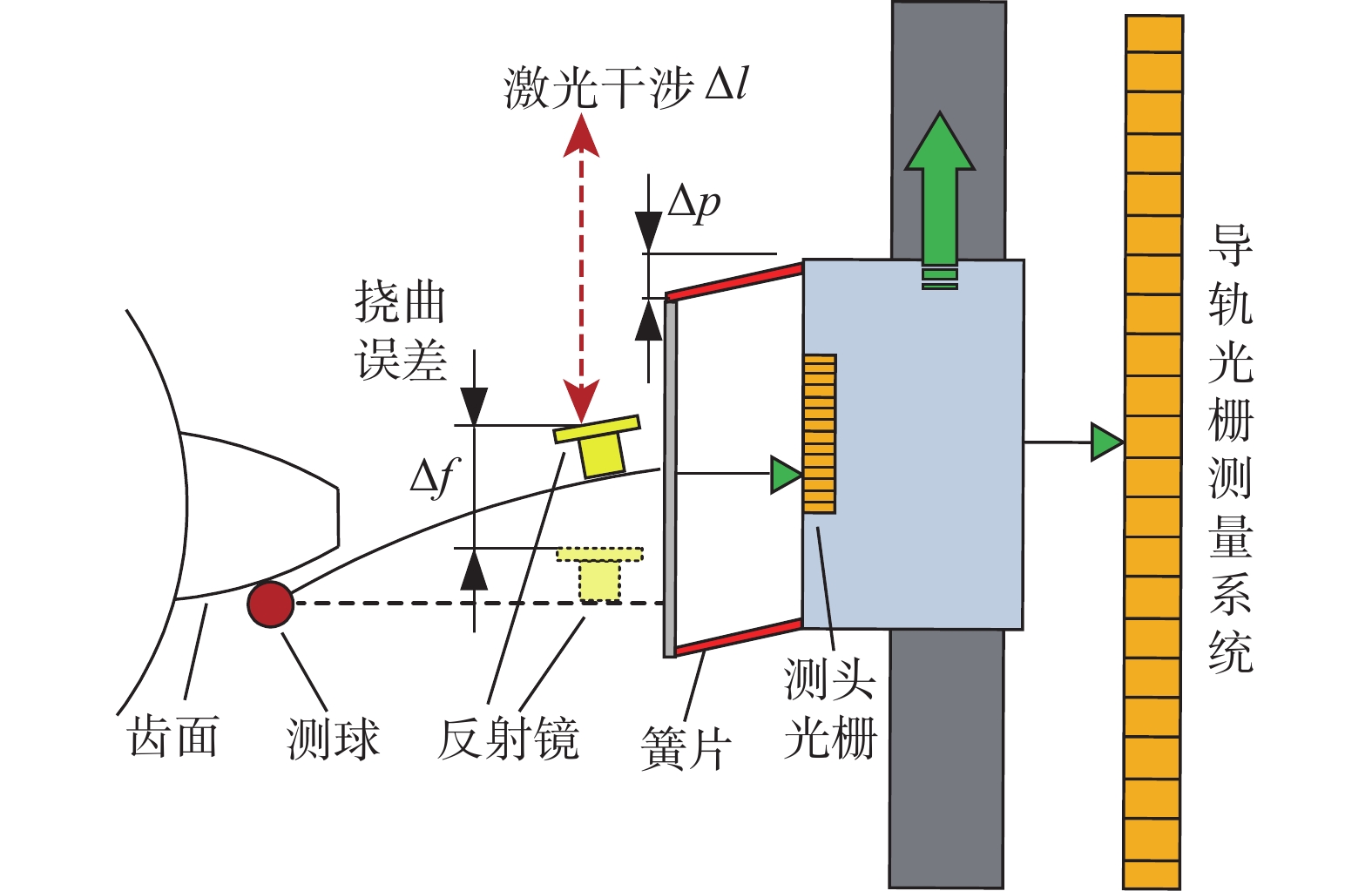
图 8 3D扫描探测系统测杆挠曲对激光
Figure 8. Influence of measuring rod deflection of 3D scanning detection system on laser interferometry
表 1 国外齿轮螺旋线校准和测量能力
Table 1. Foreign gear helix calibration and measurement capabilities
国家 测量范围 U(fHβ) (k=2) 德国 β:0°~45°
d:25~400 mm0.7~1.3 μm 美国 β:0°~45° 0.8~1.3 μm 英国 β:0°~45°
d:10~650 mm1.0 μm 日本 d:25~200 mm 1.3 μm  下载: 导出CSV
下载: 导出CSV
表 2 45°大角度螺旋线样板参数
Table 2. Parameters of 45 degree helix
螺旋角 β 45°左旋 45°右旋 模数 mn 4 mm 4 mm 齿数 z 18 18 压力角 αn 20° 20° 齿宽 b 100 mm 100 mm
下载: 导出CSV
表 3 齿轮螺旋线参量双边比对结果
Table 3. Bilateral comparison results of gear helix parameters
螺旋角 参量 DoE ( μm) U(DoE) ( μm) En 45°左旋 fHβ 0.88 1.77 0.50 ffβ −0.20 1.25 −0.16 Fβ −0.05 2.12 −0.02 45°右旋 fHβ −1.14 1.77 −0.64 ffβ 0.87 1.25 0.69 Fβ 0.89 2.12 0.42
下载: 导出CSV
表 4 NIM与PTB齿轮螺旋线CMC对比
Table 4. Comparison of gear helix CMC between NIM and PTB
计量机构 测量范围 U(fHβ)(k=2) NIM β:0°~60°
d:25~400 mm0.9~1.2 μm PTB β:0°~45°
d:25~400 mm0.7~1.3 μm
下载: 导出CSV
-
[1] Goch G, Knapp W, Haertig F. Precision engineering for wind energy systems[J]. CIRP Annals, 2012, 61(2): 611-634. [2] 周森, 蒋聪, 徐健, 等. 齿轮齿廓的测量方法及不确定度评定[J]. 计量技术, 2017(1): 22-25. [3] 中国机械通用零部件工业协会齿轮分会. 中国齿轮行业“十三五”发展规划纲要[EB/OL]. (2015-12-31) [2021-11-23]. http://www.cgma.net.cn/download_detail/&downloadsId=131.html. [4] 刘忠明, 王长路, 张元国, 等. 中国齿轮工业的现状、挑战与2030年愿景——《机械工业工程技术路线图》齿轮部分解读[J]. 机械传动, 2011, 35(12): 1-6. doi: 10.3969/j.issn.1004-2539.2011.12.001 [5] Frazer R C, Bicker R, Cox B, et al. An international comparison of involute gear profile and helix measurement[J]. Metrologia, 2004, 41(1): 12-16. doi: 10.1088/0026-1394/41/1/003 [6] Haertig F, Keck C, Kniel K. A novel high accuracy concept for gear calibration[J]. Gear Technology, 2005, 5-6: 16-20. [7] Haertig F, Keck C, Kniel K, et al. Development of a novel gear measuring device of high accuracy[C]. Proceedings of the ASME Design Engineering Technical Conference. Chicago, 2003: 853-857. [8] Härtig F, Stein M. 3D involute gear evaluation— Part I: Workpiece coordinates[J]. Measurement, 2019, 134: 569-573. doi: 10.1016/j.measurement.2018.10.088 [9] Stein M, Keller F, Przyklenk A. A Unified Theory for 3D Gear and Thread Metrology[J]. Applied Sciences, 2021, 11: 1-19. [10] 石照耀, 张斌, 费业泰. 阿贝原则再认识[J]. 仪器仪表学报, 2012, 33(5): 1128-1133. doi: 10.3969/j.issn.0254-3087.2012.05.025 [11] Goch G. Gear metrology[J]. CIRP Annals - Manufacturing Technology, 2003, 52(2): 659-695. doi: 10.1016/S0007-8506(07)60209-1 [12] 石照耀, 费业泰, 谢华锟. 齿轮测量技术100年——回顾与展望[J]. 中国工程科学, 2003, 5(9): 13-17. doi: 10.3969/j.issn.1009-1742.2003.09.003 [13] 薛梓, 林虎, 黄垚, 等. 两维激光光路齿轮测量装置: 2016104438086[P]. 2016-06-21. [14] 薛梓, 林虎, 黄垚, 等. 一种可直接溯源的高精度齿轮误差测量方法: 2016104438103[P]. 2016-06-21. [15] Hou Jia, Xue Zi, Huang Yao, et al. Effect of varying load on angle measurement deviation of rotary table[C]. Proc SPIE Int Soc Opt Eng, 2019, 11053: 1-9. [16] Huang Yao, Xue Zi, Qiao Dan, et al. Study on the metrological performance of self-calibration angle encoder[C]. Proc SPIE Int Soc Opt Eng, 2016, 9684: 1-8. [17] 林虎, 薛梓, 杨国梁. 螺旋线基准装置测头挠曲误差标定[J]. 计量学报, 2017, 38(6A): 35-38. -




 点击查看大图
点击查看大图

计量
- 文章访问数: 584
- HTML全文浏览量: 206
- PDF下载量: 53
- 被引次数: 0

